在智能制造和工业4.0的浪潮下,实现生产现场数据的实时采集、处理与可视化是提升生产效率与质量的关键。本文旨在探讨一种集机床PLC数据采集、条码识别与打印功能于一体的网络工程与系统集成方案,为构建高效、透明的数字化车间提供参考。
一、 方案总体架构
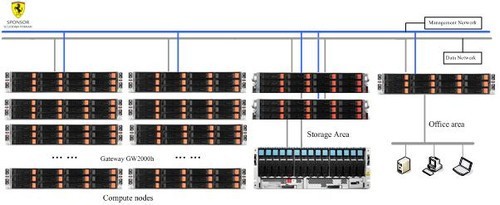
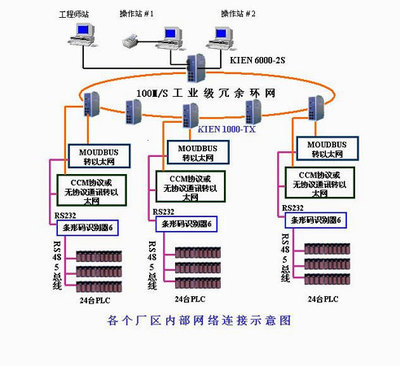
本方案采用分层、模块化的设计思想,总体架构可分为现场设备层、数据采集与边缘计算层、网络传输层以及信息管理层。
- 现场设备层: 包括各类数控机床、加工中心及其内置的PLC控制器,以及用于工件/物料标识的条码打印机和用于信息读取的固定式或手持式条码扫描器。PLC作为机床的“大脑”,控制着加工逻辑与状态。
- 数据采集与边缘计算层: 这是方案的核心。通过在车间部署工业网关或数据采集服务器,采用以下方式与PLC交互:
- 协议解析: 网关内置多种工业协议驱动(如西门子S7、三菱MC、欧姆龙FINS、Modbus TCP等),能够主动轮询或监听PLC中指定的数据寄存器(如加工数量、设备状态、报警代码、程序号、主轴转速等)。
- 条码集成: 扫描器将读取的物料/工件条码信息(如零件号、批次号)通过串口或网络接口发送至采集网关。网关可根据管理系统的指令,驱动条码打印机打印包含生产指令、序列号等信息的标签。
- 边缘处理: 网关对采集到的原始数据进行清洗、格式转换、轻量级计算(如OEE初步计算)和缓存,减轻上层系统压力。
- 网络传输层: 采用工业以太网构建车间级网络,确保数据采集设备、PLC、扫描器、打印机与管理服务器之间的稳定、高速通信。关键区域可采用环网或冗余设计保障可靠性。
- 信息管理层: 部署MES(制造执行系统)或专用的生产监控平台。它接收来自边缘网关的标准化数据,进行存储、分析、展示,并向下发出生产指令和打印任务。
二、 关键技术实现
- PLC数据无扰采集: 为避免影响机床原有控制逻辑,采集过程应严格遵循“只读不写”原则,通过PLC的通信口或扩展模块进行数据监听。对于老旧设备,可考虑加装协议转换模块。
- 数据与条码的关联绑定: 这是实现产品全流程追溯的基础。系统需建立逻辑规则,将扫描的物料条码与机床即将执行的加工程序(来自PLC数据)、设备编号、开始时间等关键信息自动绑定,形成唯一的生产数据包。
- 实时打印触发: 生产任务启动或工件完成加工时,MES可触发打印指令。网关接收指令后,驱动打印机输出包含本次加工关键信息(如产品SN码、时间、操作员、检验结果二维码)的标签,用于粘贴至成品或流转卡。
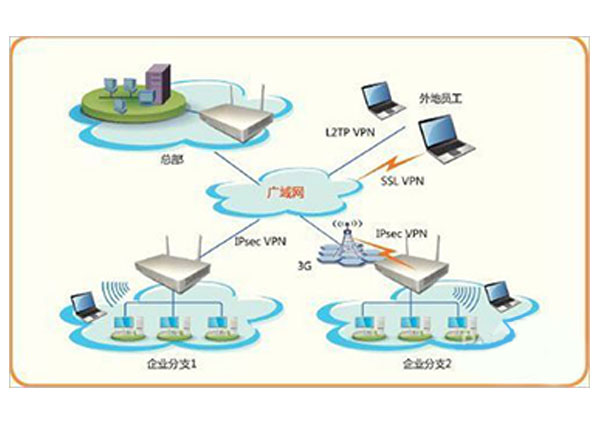
- 网络集成与安全: 通过VLAN划分将生产控制网络与数据采集/管理网络进行逻辑隔离,配置防火墙策略,确保OT与IT网络融合时的安全性。采用统一的网络管理平台监控所有集成设备的运行状态。
三、 方案优势与应用价值
- 实时透明化: 管理者可远程实时监控每台机床的运行状态、产量、效率(OEE)及任务进度。
- 精准追溯: 通过条码串联起物料入库、加工、检验、出库全流程,实现产品从“摇篮到坟墓”的精确追溯,快速定位质量问题源头。
- 无纸化与防错: 替代纸质工单,通过条码扫描自动调取加工程序和工艺参数,减少人为错误,提高换线效率。
- 数据驱动决策: 积累的设备运行数据、生产数据为预防性维护、工艺优化、产能分析提供了坚实的数据基础。
- 柔性集成: 模块化设计便于系统扩展,可灵活接入新设备或新的识别技术(如RFID)。
四、 实施要点
成功实施本集成方案,需重点关注:前期对车间所有PLC型号、通信协议及所需采集数据点的详细调研;选择稳定可靠、兼容性强的工业网关与网络设备;设计合理的数据流与业务逻辑,确保条码信息与生产事件准确关联;以及针对操作人员和维护人员的系统培训。
结论
将机床PLC数据采集技术与条码识别打印系统通过网络工程进行深度集成,是打造数字化车间的有效实践。它打通了从控制层到信息层的数据通道,实现了生产过程的数字化、可视化与可追溯,为企业迈向智能制造奠定了关键的基础设施。随着工业互联网技术的成熟,此类集成方案的部署将更加标准化和便捷,赋能制造业转型升级。